



18866668888
0635-2556666
18866668888
0635-2556666
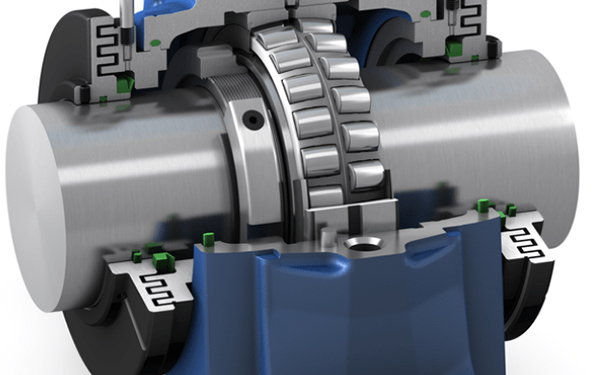
研削加工は機械製造業の金属切削加工によく見られる方法であり、軸受加工業界においても広く応用されており、熱処理によって急冷された軸受部品は、研削過程で網状の亀裂や規則的に配列された細かい亀裂が発生する可能性があり、研削亀裂と呼ばれ、軸受部品の外観に影響するだけでなく、軸受部品の品質にも直接影響することが重要である。次に、軸受研削割れの特徴と発生原因、および対応する防止策を共有する。
1、軸受研削割れ特徴:
研削亀裂は一般的な焼入れ亀裂と明らかに異なり、研削亀裂は研削面にのみ発生し、深さは浅く、深さは基本的に一致している。比較的軽い研削亀裂は研削方向に垂直またはそれに近い平行線に垂直で、かつ規則的に配列された条状亀裂であり、これは亀裂であり、比較的に深刻な亀裂は亀甲状(閉鎖ネットワーク状)を呈し、その深さはほぼ0.03〜0.15 ramであり、酸で腐食した後に亀裂が明らかであり、これは第2の亀裂である。
2、軸受研削亀裂発生の原因:
軸受研削亀裂の発生は研削熱によるものであり、研削時の軸受表面温度は800〜1000℃以上に達することができる。焼入れ鋼の組織はマルテンサイトと一定数の残留オーステナイトであり、それらは膨張状態にある。マルテンサイトの膨張収縮は鋼中の炭素含有量の増加に伴い増大し、軸受鋼表面に研削亀裂を発生させることが特に重要である。焼入れ鋼中の残留オーステナイトは研削時に研削熱の影響を受けて分解し、次第にマルテンサイトに転化し、このような新生マルテンサイトは部品表面に集中し、軸受表面の局部膨張を引き起こし、部品表面応力を増大させ、研削応力集中を招き、研削を続けると表面研削亀裂の発生を加速させる、また、新生マルテンサイトアミは大きく、研削時にも研削割れの発生を加速しやすい。
一方、研削盤で部品を研削する場合、部品に対して圧力であり引張力であり、研削割れの発生を助長する。研削時の冷却が不十分であれば、研削時に発生した熱により、研削表面薄層を再オーステナイト化し、その後再び焼入れマルテンサイト化するのに十分であるため、表面層に付加的な組織応力を発生させ、研削による熱に加えて軸受表面温度を極めて速く上昇させ、冷却を極めて速くし、このような組織応力と熱応力の繰り返しにより研削表面に研削割れを発生させる可能性がある。
3、研削割れの防止措置:
以上の分析から、研削亀裂を発生させる根本的な原因は焼入れ時のマルテンサイトが膨張した状態にあり、応力が存在することが分かった。この応力を低減し、除去するには、脱応力焼戻しすなわち焼入れを行い、焼戻し処理を行うには、散財時間は4 h以上でなければならない。焼戻し時間が増加するにつれて、研削割れが発生する可能性が低下する。また、軸受は100℃前後に急速に加熱され、急速に冷却されるとひび割れが発生する。コールドクラックの発生を防止するために、部品は150〜200℃前後で焼戻しすべきであり、軸受が引き続き300℃まで昇温し、表面が再び収縮してクラックが発生し、クラックの発生を防止するために、軸受を300℃前後で焼戻しすべきである。注目すべきは、軸受が300℃前後で焼戻しされると硬度が低下し、用事があれば採用するべきではないことだ。また、1回の焼戻しを経ても研削割れが発生し、これは2次焼戻しまたは人工時効処理を行うことができ、この方法は非常に有効である。
研削亀裂の発生は研削熱によるものであるため、研削熱を下げることは研削亀裂を解決する鍵である。一般的に用いられる湿式研削法であるが、冷却液を注入しても、研削時に冷却液が研削面に到達することができず、研削点の研削熱を低下させることができない。冷却液は砥石と部品の研削点を研削した瞬間に冷却することができ、同時に冷却液は研削点に焼入れ作用を与える。そのため、冷却液の使用量を増やすことが主な措置の一つであり、研削ゾーンの研削熱をできるだけ低くする。ドライミル法を採用すれば、研削送り量が少なく、研削割れを減らすことができる。しかし、この方法は効果があまり顕著ではなく、ほこりが舞い上がり、仕事の悪環境に影響を与え、取るべきではない。
硬度が柔らかく、砂粒が太い砥石を選んで研削することで、研削熱を下げることができる。しかし、粒子が粗いと部品表面の粗さに影響し、表面粗さが高く必要な部品にはこの方法は使用できないため、一定の制限を受けています。分粗、精磨、粗磨は粒子の太い柔らかい砥石を選んで研削し、強力な研削に便利で、効率を高めて、それから粒度の細い砥石で精磨して、研削送り量が小さい。2台に分けて粗挽きと仕上げを行うのが理想的な方法です。
鋭利性能の良い砥石研磨剤を選択し、砥石表面の廃棄物を適時に除去し、研削送り量を減少させ、研削回数を増加させ、テーブル速度を減少させ、これも有効な研削割れを減少させる方法である。
砥石と部品の回転速度も主要な影響要素の一つであり、砥石の回転鼓動量が大きく、部品の鼓動量が大きく、いずれも研削亀裂の発生の誘因である。砥石ホイールと部品の回転精度をタイムリーに向上させ、研削亀裂の発生を引き起こす様々な要因を可能な限り除去する。
4、軸受鋼表面の研削割れを防止するいくつかの方法:
研削加工において、軸受鋼表面の研削割れの発生を防止するための主な方法:
①研削熱を下げて研削割れを解決する。
②粗研削、仕上げ研削を行い、粗研削は粒子の太い柔らかい砥石を用いて研削する。
③鋭利性能の良い砥石研磨剤を選択し、砥石表面の廃棄物を適時に除去し、研削送り量を減少し、研削回数を増加し、テーブル速度を減少する。
④砥石と部品の回転精度をタイムリーに高め、研削割れの発生を可能な限り解消する。
0635-2556666
mengteen@bearing.com
FLAT B07, 23/F HOVER IND BLDG NO.26-38 KWAI CHEONG RD NT HONG KONG
 スキャンして連絡して
スキャンして連絡して