



18866668888
0635-2556666
18866668888
0635-2556666
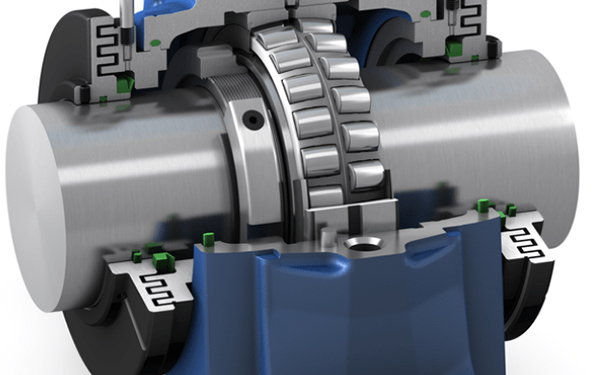
転がり軸受の組み立ては、軸受の構造、寸法の大きさ、軸受部材の嵌合特性に応じて決定されるべきである。一般的な転がり軸受の組み立て方法はハンマー打法、圧人法、熱装法及び冷縮法などがある。
1、転がり軸受組立前の準備作業
(1)組み立てたい軸受に応じて必要な工具と計量具を準備する。図面の要求に基づいて軸受に適合する部品に欠陥、錆、バリなどがないかどうかを検査する。
(2)ベアリングと組み合わせた部品をガソリンや灯油で洗浄し、きれいな布で拭き取るか圧縮空気で乾かし、薄い油を塗る。
(3)ベアリング型式が図面と一致するかどうかを確認する。
(4)防錆油で封印された軸受はガソリンや灯油で洗浄することができる、厚い油と防錆油脂で封印された軽質鉱物油を加熱溶解して洗浄し、冷却後にガソリンや灯油で洗浄し、きれいに拭き取って使用する。両面にダストカバー、シールリング、または防錆、潤滑両用グリースを塗布した軸受については洗浄する必要はない。
2、転がり軸受の組み立て方法
(1)円筒孔軸受の組立
①非分離型軸受(例えば深溝玉軸受、調心玉軸受、調心ころ軸受、角接触軸受など)は、座輪嵌合の締まり具合によってその組み立て順序を決定しなければならない。内輪とジャーナルの嵌合がきつく、外輪とハウジングの嵌合が緩い場合は、まず軸受をシャフトに取り付け、その後、シャフトと一緒にハウジングに入れます。軸受外輪とハウジング孔が締合、内輪とジャーナルが比較的緩合である場合、軸受を先にハウジングに圧着しなければならない。内輪とシャフト、外輪とハウジング孔とが密着嵌合する場合、軸受をシャフトとハウジング孔に同時に押し付ける、
②分離型軸受(例えば円錐ころ軸受、円筒ころ軸受、ニードルころ軸受など)内、外輪は自由に離脱することができるため、組み立て時に内輪と転動体は一緒に軸に取り付けられ、外輪はハウジング内に取り付けられ、それからそれらの間の遊びを調整する。
軸受の一般的な組み立て方法には、ハンマー打法と圧人法がある。特製スリーブで人を押し、銅棒で軸受内輪(または外輪)の端面を対称に均等に叩く。ベアリング内、外輪をそれぞれマンドレルとベアリングシート孔に圧入する方法。
ジャーナルサイズが大きく、締め付け量も大きい場合は、組み立てのために熱装法、すなわち軸受を80 ~ 100 ~ Cの温度の油に入れて加熱し、常温状態の軸と嵌合させることができる。軸受を加熱する時は油槽内のメッシュ上に置くべきで、軸受が油温よりずっと高い箱底に接触することを回避し、また箱底の沈殿汚物と接触することを防止することができる。小型軸受では、フックに掛けて油に浸して加熱することができる。内部にグリースが充填されたダストカバーまたはシールリング付き軸受は、熱装法を用いて組み立てることはできない。
(2)円錐孔軸受の組み立て締まり量が小さい場合、直接テーパのあるジャーナルに取り付けることができ、固定スリーブまたは取り外しスリーブのテーパ面に取り付けることができ、ジャーナルサイズが大きいか、嵌合締め量が大きく、よく取り外される円錐孔軸受については、よく使用される油圧スリーブが合法的に取り外される。
3、転がり軸受組立品の誤差の検出方法
精度の要求が高い主軸部品に対して、主軸の回転精度を高めるために、軸受内輪と主軸の組立及び軸受外輪と箱体孔の組立には、常に方向組立の方法が採用されている。指向組立とは、各組立品の半径方向鼓動の方向を人為的に制御し、合理的に組み合わせ、誤差を相殺して組立精度を高める方法である。組み立てる前に、主軸軸端テーパ穴の中心線偏差及び軸受の内、外輪の径方向鼓動を測定し、誤差方向を確定し、標識を作成しなければならない。
(1)軸受外輪の半径方向円振れ検出。測定時、外輪を回転させ、外輪をパーセンテージ方向に圧迫し、パーセンテージの最大示度は外輪の最大径方向円鼓動である。
(2)軸受内輪の半径方向円振れ検出。測定時に外輪は固定して回転せず、内輪端面に均一な測定荷重F、Fの数値は軸受のタイプと直径によって変化し、それから内輪を1週間以上回転させると、軸受内輪内孔表面の径方向円鼓動量とその方向を測定することができる。
(3)主軸テーパ中心線の検出。測定時にスピンドルジャーナルをV字型フレームに置き、スピンドルテーパ穴に測定下心軸を挿入し、スピンドルを1週間以上回転させると、テーパF L中心線の偏差値と方向を測定することができる。
0635-2556666
mengteen@bearing.com
FLAT B07, 23/F HOVER IND BLDG NO.26-38 KWAI CHEONG RD NT HONG KONG
 スキャンして連絡して
スキャンして連絡して